Technologie wytwarzania addytywnego, znane jako druk 3D (3DP), są uważane za przyszłość szybkiego prototypowania, małych, a nawet dużych linii produkcyjnych dla przemysłu. Istnieje kilka technologii wyróżniających się elementami, na których się opierają i materiałami, które wykorzystują. Czytając ten artykuł dowiesz się, jak działa druk 3D w technologii SLS i jakie są różnice pomiędzy głównymi technologiami druku 3D.
Najpopularniejsze technologie druku 3D
Najbardziej znaną z nich jest metoda FDM (Fused Deposition Modeling). Jest to technika typu bottom-up, polegająca na topieniu filamentu i osadzaniu go na stole warstwa po warstwie zgodnie z wyciętym modelem. W metodzie FDM wykorzystuje się głównie materiały na bazie tworzyw sztucznych, takie jak polilaktyd (PLA) lub kopolimer akrylonitrylu z butadienem i styrenem (ABS).
Inną popularną techniką jest stereolitografia (SLA) – jest to najstarszy, bo pochodzący z lat 70. ubiegłego wieku, proces druku 3D, polegający na fotochemicznym sieciowaniu i utwardzaniu materiału za pomocą laserów UV. Materiały, które nadają się do tego typu druku, to przede wszystkim żywice – syntetyczne lub naturalne.
Wśród wielu innych technik istnieje jedna o niezwykłym potencjale, która nie została jeszcze do końca zbadana – selektywne spiekanie laserowe (SLS).
Porównanie technik druku 3D
| Parameter | Fused Deposition Modeling | Stereolitography | Selective Laser Sintering | Selective Laser Melting |
|---|---|---|---|---|
| Abbreviation | FDM | SLA | SLS | SLM |
| Operation principle | Extrusion of melted filament | UV curing | Laser sintering | Laser melting |
| Material printed | Thermoplastic polymer in the form of string (filament) i.e. PLA, ABS | Resins/photocurable liquid materials | Powdered sinterable polymers (i.e polyamides, TPU, TPE) | Various metal alloys |
| Advantages | low costfast printing time | high print resolutionhigh process automatization | no support structurequality prototypingmovable parts | printouts durability |
| Disadvantages | need of support structuresthermal shrinkage of filament | narrow material varietyhigh maintenance costs | long printing time | high cost |
| Applications | fast prototypingeducationlow volume production | complex internal geometry prototypesdental models | educationfunctional prototypesmedical modelsprototyping moveable parts | automotive and aviation industryfunctional parts |
| Layer thickness | 0.1 – 0.3 mm | 0.05 – 0.15 mm | 0.060 – 0.15 mm | 0.02 – 0.1 mm |
| Printing without support structures | no | not always necessary | yes | not always necessary |
| Printing objects with movable parts | not always achievable (lower precision) | no | yes | no |
Jak działa selektywne spiekanie laserowe?
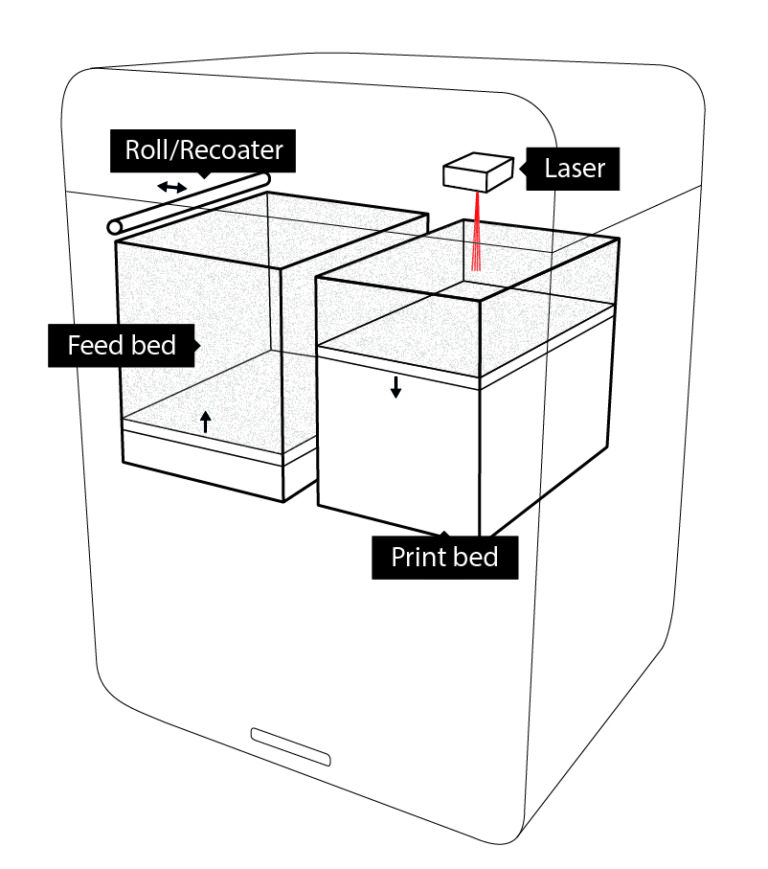
Zasada działania SLS polega na spiekaniu proszku za pomocą lasera podczerwonego w podwyższonej temperaturze, co pomaga ziarnom proszku skonsolidować się przed związaniem wiązką laserową. W konwencjonalnej drukarce SLS znajduje się tak zwane “łoże”, na którym wałek rozprowadza cienką warstwę proszku, po czym następuje spiekanie zgodnie z warstwami wyciętymi z pliku modelu 3D (np. pliku .stl (pochodzącego z oprogramowania projektowego typu CAD).

Następnie platforma przesuwa się w dół o niewielką odległość, a proces powtarza się aż do utworzenia ostatniej warstwy. Po zakończeniu procesu następuje część postprocesowa, która wymaga wyjęcia modelu z zawiesiny niespiekanego proszku i wypiaskowania go. W tym miejscu ujawnia się prawdziwa zaleta SLS. W przeciwieństwie do FDM, SLS umożliwia drukowanie 3D bez żadnych struktur podporowych dla modeli o złożonej geometrii.
Materiały i perspektywy dla drukarek 3D SLS
Można jednak zadać sobie pytanie, jakie materiały są dostępne dla technologii SLS. Wybór jest szeroki – od różnych proszków metalowych wykorzystywanych głównie w przemyśle motoryzacyjnym po poliamidy (np. Sinterit PA12 Smooth – proszek nylonu 12) i termoplastyczne poliuretany (TPU), takie jak Flexa Grey. Wszystkie proszki można dostosować do konkretnych zastosowań, dzięki czemu każdy może uzyskać pożądane właściwości mechaniczne modelu.
Podsumowanie
SLS to technologia bezodpadowa, w której niespiekany proszek może być używany wielokrotnie do kolejnych wydruków. Istotnym aspektem jest sposób ponownego wykorzystania zużytego proszku i jego współczynnik odświeżania (ilość świeżego proszku, jaką należy dodać do zużytego, aby zachować jakość druku). Teoretycznie można używać tego samego proszku przez cały czas, dodając tylko ułamek nowego. Jednak niektóre proszki mogą się szybko utleniać i wymagają obecności neutralnej atmosfery gazowej, np. azotu, aby zachować jakość druku. Tego typu rozwiązanie zastosowano w urządzeniu Lisa PRO firmy Sinterit, które jest wyposażone w komorę azotową.
Istnieją dwa główne typy drukarek SLS – przemysłowe i stacjonarne. Te pierwsze są niezwykle drogie (kilkadziesiąt tysięcy dolarów), a drukarki stołowe bardziej przystępne cenowo, takie jak Lisa lub Lisa PRO za kilka tysięcy dolarów. Podstawowa różnica polega na wielkości druku, automatyzacji procesu i zakresie materiałowym. Maszyny stacjonarne są idealne do badań akademickich, szybkiego prototypowania, a nawet produkcji małoseryjnej. Prawdziwy potencjał SLS tkwi w nowych materiałach o dopasowanych właściwościach (przewodnictwo, odporność na ciepło, wodoodporność, wszystko jedno!). Według wielu futurystów produkcja addytywna jest techniką produkcji, która zdecydowanie wyprzedzi przyszłość!
Źródło: https://sinterit.com/blog/sls-technology/what-is-sls-3d-printing/
Autor: Paweł Piszko, Scientific advisor